
為了保證焊件裝配關(guān)系的坡口尺寸,在焊前必須對(duì)焊件進(jìn)行定位焊。
較薄焊件定位焊的長(zhǎng)度一般為5~7mm,間距為50~100mm。為防止變形,應(yīng)注意正確的定位焊焊接順序,一般由中間向兩端進(jìn)行,如圖2-5所示。較厚焊件定位焊的長(zhǎng)度一般為20~30mm,間距為200~300mm,其焊接順序如圖2-6所示,即應(yīng)由兩端向中間進(jìn)行。
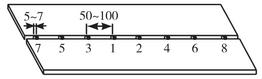
圖2-5 較薄焊件的定位焊順序
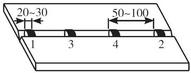
圖2-6 較厚焊件的定位焊順序
定位焊縫不宜過(guò)長(zhǎng)、過(guò)高和過(guò)寬,特別是較厚的焊件,還要保證有足夠的熔深,不然會(huì)造成正式焊縫高低不平、寬窄不一及熔合不良等缺陷。
管子的氣焊,隨管徑大小的不同,定位焊的焊點(diǎn)數(shù)量也有所不同,一般管子直徑小于70mm的只定位焊兩處;直徑為100~300mm時(shí)需定位焊3~4處;直徑為300~500mm時(shí),定位焊4~6處。不論直徑大小,氣焊的起焊點(diǎn)都應(yīng)從兩個(gè)相鄰定位焊點(diǎn)的中間開(kāi)始,如圖2-7所示。
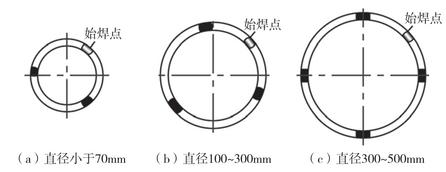
圖2-7 不同管徑的定位焊和起焊點(diǎn)示意圖
起焊前必須對(duì)起焊點(diǎn)進(jìn)行預(yù)熱,預(yù)熱時(shí),焊嘴的傾角為80°~ 90°,如圖2-4所示。同時(shí)要使火焰在起焊處往復(fù)移動(dòng),以保證焊接處溫度均勻升高。如果兩焊件厚度不同,火焰應(yīng)稍微偏向后件。只有當(dāng)起焊處形成白色而清晰的熔池時(shí),才可進(jìn)行起焊。
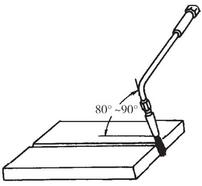
圖2-4 預(yù)熱時(shí)火焰傾角
贊 0











